System Introduction
Nowadays, more and more manufacturers are trying to improve the management of tools, explore new tool management modes or management methods, and try to improve tool performance and life, reduce manufacturing costs, increase productivity and improve productivity through effective tool management. Processing quality.
In inventory management, there are many types of tools, huge quantities, and frequent warehousing operations. If there is no effective and reliable identification technology, inventory management can easily fall into chaos.
The identification of traditional tool management is mainly based on bar code, lettering or code wheel on the tool holder, etc., manually enter information, track, measure and record the tool. With the increase of machining efficiency and automation, the tool change is more frequent. This traditional manual tracking tool information method is difficult to meet the current machining requirements for tool information. Therefore, the tool itself or the tool user needs an automatic tool identification. System, tool RFID electronic tags came into being. The significance is to identify and monitor the tool to ensure that the right tool is available during machining.
System Principle
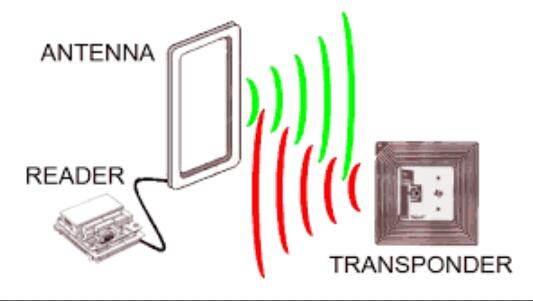
Install RFID readers in each room (maintenance room, warehouse, workshop, production line). When the tool with RFID tag moves to the area, read the RFID tag through the reader and update the working status and position of the tool in time. System terminal.
Tool registration: Each set of new tool storage is distributed with an RFID tag, and the tag ID is bound to the tool details by the RFID tag card issuer, such as name, model, library location, etc., informational record location Instead of the original manual record, you can also choose to print a sticker on the surface of the RFID electronic tag for visual verification.
Machine tool number: Install a fixed reader on each working machine. Each reader has a number and is bound to the machine position. Each time the reader reads the tool label, the tool position status will be updated in the database. .
Tool out of the library: There is a set of RFID channel reading system at the door of the tool warehouse. When the tool passes through the door, the reader reads the tool label, identifies the “outbound” in the database corresponding to the label or selects the status by manually clicking the screen.
Tool on the machine: Before the tool is on the machine, read the electronic label of the tool through the reader on the machine tool, and write the reader number (that is, the machine position information) in the database corresponding to the label. If you query a tool, you can directly Enter the tool number in the system, you can see where the tool is, what it is doing, when it starts working, accurate to each machine tool; or you can choose to use the RFID handheld reader to read the tool RFID tag information, and through the handheld The tool status is updated to the application system.
Tool off machine: After the tool is finished, use the reader to scan the electronic label. The system identifies “Work completed” in the database corresponding to the label or selects the status by manually clicking the screen.
Tool back to the library: When the tool is in the warehouse, the RFID channel reading system reads the label. The system identifies “inbound” in the database corresponding to the label or selects the status by manually clicking the screen.
Tool maintenance: If the off-line tool is damaged and needs to be repaired, when entering the entrance of the maintenance room, the RFID channel reading system reads the tag and prompts the staff to input the necessary maintenance information and estimated maintenance time.
Tool tray library: The staff can use the handheld reader to periodically store the library, read the tool label information at a close distance, and compare it with the background management system. The number of the manual inventory tool is the same as the background system. Correct the system information. This library method can reduce the enterprise library time by 85%, greatly improve the work efficiency, and increase the cycle time of the library.